Your budget for permanent magnets is under pressure. Rising rare earth prices make cost forecasting a nightmare, threatening your bottom line. Understanding the cost structure is the first step to controlling it.
Rare earth raw materials make up 60-85% of a sintered NdFeB magnet's total cost. So, when material prices fluctuate, your procurement costs are directly and significantly impacted. This is the single biggest factor in your final price.

It's easy to see the final price on an invoice, but what are you really paying for? Let's break down the costs together. By understanding each component, you can find smart ways to save money without sacrificing quality. This knowledge is key to becoming a more strategic buyer and will help you keep your projects on budget.
Why Do Raw Material Prices Fluctuate So Much?
Unpredictable magnet prices are messing up your budget. You're left guessing if you're getting a fair deal or if prices will drop next week. Let's look at the market forces driving these changes.
Raw material prices, especially for rare earths like Neodymium and Dysprosium, are driven by global supply, mining policies, and market demand. These elements are volatile, causing the biggest price shifts in the final magnet cost, which accounts for 60-85% of the total.
When I talk to procurement managers, the biggest source of frustration is price volatility. The price you were quoted last month can be completely different this month. The reason is simple: the cost of a sintered NdFeB magnet is overwhelmingly tied to the price of its raw materials. Think of it like a recipe where one ingredient makes up most of the dish. For magnets, those ingredients are rare earth metals. The main components are Neodymium (Nd) and Praseodymium (Pr), but for high-temperature applications, we also add Dysprosium (Dy) and Terbium (Tb). These heavy rare earths are even more expensive and volatile. I remember a client who was shocked by a 15% price increase on their high-temp motor magnet. We showed them the market data; the price of Dysprosium had spiked 30% in just a few weeks. Understanding this helps you see that your supplier isn't just raising prices; they're responding to the global market.
Here is a simple breakdown of a magnet's cost structure:
| Cost Component | Percentage of Total Cost |
|---|---|
| Raw Materials | 60% - 85% |
| Machining & Processing | 10% - 20% |
| Plating / Coating | 3% - 8% |
| Labor, Logistics, Packaging | 2% - 7% |
As you can see, everything else is a minor factor compared to the raw material.
How Do Machining and Plating Add to the Final Cost?
You specified a simple-looking magnet, but the price came back higher than you expected. You wonder where the extra costs are coming from after the raw material. Machining and coating are essential steps.
Machining costs depend on the magnet's complexity, size, and tolerance requirements. Tighter tolerances need more precise grinding. Plating, like Zinc or Nickel, protects against corrosion but adds another layer of cost for materials and labor. Both are crucial for performance.

After the raw material block is sintered, it's just a rough block. It's not a usable magnet yet. We have to cut and grind it to your exact specifications. This is where machining costs1 come in. A simple block magnet with a standard tolerance of +/- 0.1mm is relatively straightforward. But what if your design requires a complex shape, a tiny size, or a very tight tolerance of +/- 0.05mm? This requires more machine time, more skilled labor, and often results in a lower yield, as more material is ground away and more pieces might fail inspection. All of this adds to the cost.
Then comes plating. Neodymium magnets rust easily, so they need a protective coating. The type of coating you choose directly impacts the price. A standard Zinc or Nickel coating is very cost-effective. But if your product operates in a harsh, humid, or corrosive environment, you might need a multi-layer Nickel-Copper-Nickel coating or even an Epoxy coating. These options offer better protection but also cost more.
Here's a quick comparison of common coatings:
| Coating Type | Relative Cost | Corrosion Resistance |
|---|---|---|
| Zinc (Zn) | Low | Good |
| Nickel (Ni-Cu-Ni) | Medium | Very Good |
| Epoxy (Black) | Medium-High | Excellent |
| Gold (Au) | Very High | Excellent |
We often help engineers find the right balance. Recently, a client specified an expensive coating for a magnet used indoors. We suggested a standard Ni-Cu-Ni plating instead, which saved them about 8% on the piece price while still providing more than enough protection.
What Are the "Hidden" Costs in Magnet Procurement?
You've calculated material and processing costs, but the final quote is still higher. Surprise fees for logistics, packaging, and labor can ruin your budget. Let's uncover these often-overlooked expenses so you can plan better.
Hidden costs include specialized packaging to prevent damage, international logistics and customs fees, and the labor involved in every step. Also, new custom shapes often require a mold fee, which can be a significant upfront investment for your project.

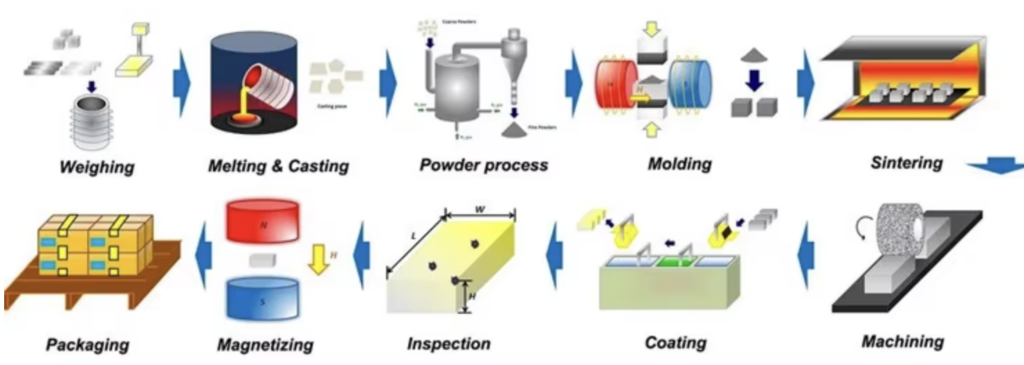
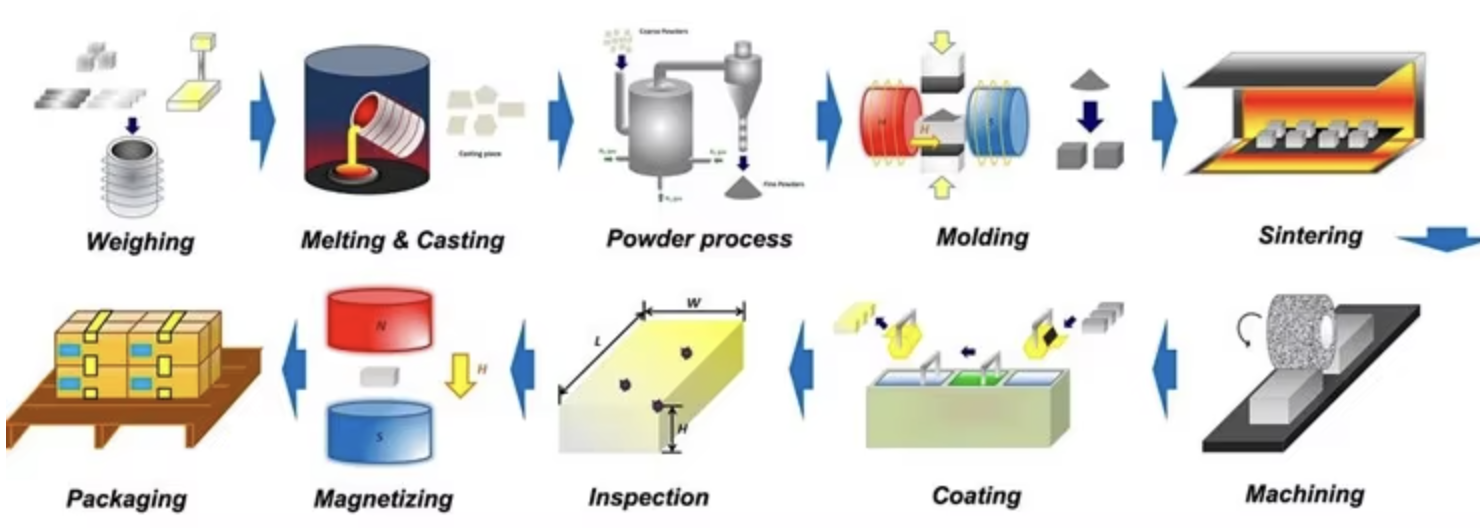
The price of a magnet doesn't stop at materials and machining. Several other factors add to the final invoice. First is labor. From mixing materials to pressing, sintering, grinding, coating, and inspecting, every step requires skilled workers. Second is packaging. Strong magnets can't just be thrown in a box; they need to be separated and shielded with foam and specific arrangements to prevent them from crashing into each other and to ensure they can be shipped safely by air . This special packaging adds cost. Then there's logistics. Shipping heavy, magnetic materials internationally involves freight charges and customs clearance, which vary based on weight and destination.
But one of the biggest "hidden" costs for new projects is the mold fee. If you need a custom shape that a factory has never made before, they have to create a new pressing mold. This tooling can cost thousands of dollars and add weeks to your lead time. I had a new client come to us recently, an engineer from an automotive parts company. Their previous supplier quoted them a $2,000 mold fee for a new arc magnet. They sent us the drawing, and I was happy to tell them we had a nearly identical mold in our library of thousands. We sent them free samples from our existing tool, they verified the design, and we saved them the entire mold cost and got them into production a month faster. This is a huge advantage we offer.
Another major hidden cost? Customs delays. Many high-performance magnets require a "Dual-use Certificate2" for export, which can cause delays. Our magnets are specifically produced to avoid this requirement by adjust chemical composition without Dy and Tb, ensuring a smooth and predictable customs process.
How Can You Reduce Magnet Costs Without Compromising Quality?
You need to cut costs, but performance is non-negotiable. Sacrificing magnet quality could lead to product failure and brand damage. The good news is there are smart ways to save money by choosing the right supplier.
You can reduce costs by partnering with a supplier who has a large library of existing molds, saving you mold fees. Also, choosing a supplier offering free samples for testing and providing non-regulated magnets can cut development time and eliminate costly customs delays.

As a purchasing manager or engineer, your goal is to get the best value, not just the lowest price. Cutting corners on magnet grade or quality is a recipe for disaster. Instead, you can make strategic decisions to lower your total cost of ownership. Over my 15 years in this business, I've seen a few key strategies work wonders for our clients.
Leverage Existing Molds
The fastest way to save on a new project is to avoid tooling costs. A supplier with a vast library of existing molds, like we have at Skyup Magnetics, is a goldmine. Before you finalize a design, ask your supplier if they have a similar existing shape. A small tweak to your design to match an existing mold could save you thousands of dollars and weeks of waiting.
Optimize Your Magnet Grade
Engineers sometimes over-specify the magnet grade. You might request a high-performance N48SH magnet when an N45H would provide sufficient magnetic flux for your application at a lower cost. A good supplier will work with your technical team to analyze your needs. We can suggest a more cost-effective grade that still meets your performance benchmarks, saving you money on every single piece.
Simplify Your Supply Chain
Logistics are a headache. One of the biggest risks in international trade is getting your shipment stuck in customs. Because our magnets are produced without restrictions elements ,to be non-regulated, they don't require a Dual-use Certificate for export. This means no extra paperwork, no administrative delays, and no risk of your production line shutting down while you wait for a customs hold to be resolved. This is a huge, often underestimated, cost saving.
Utilize Free Prototyping
Don't commit to a large order without testing. A supplier who offers free samples for new projects shows confidence in their quality and helps you de-risk your investment. You can test the magnet in your actual application to ensure it performs as expected. This prevents costly redesigns and reorders down the line.
Conclusion
Understanding every part of your magnet's cost, from raw materials to logistics, empowers you to make smarter procurement decisions and find a truly cost-effective partner for your projects.


